





S-SEN Metal, örtüklü örtüklü hissələrin peşəkar təchizatçısı, dünyanın müxtəlif sənaye sahələrinə yüksək keyfiyyətli, sərfəli örtük həlləri təqdim etmək üçün qabaqcıl səth emal texnologiyasından, ciddi keyfiyyətə nəzarət sistemindən və fərdiləşdirilmiş xidmət imkanlarından istifadə edir. Biz elektrokaplama, isti daldırma sinkləmə və anodizasiya kimi çoxsaylı əsas prosesləri birləşdirərək, peşəkar istehsal imkanlarımızla dəstəklənən bu sahəni uzun illər ərzində becərmişik.
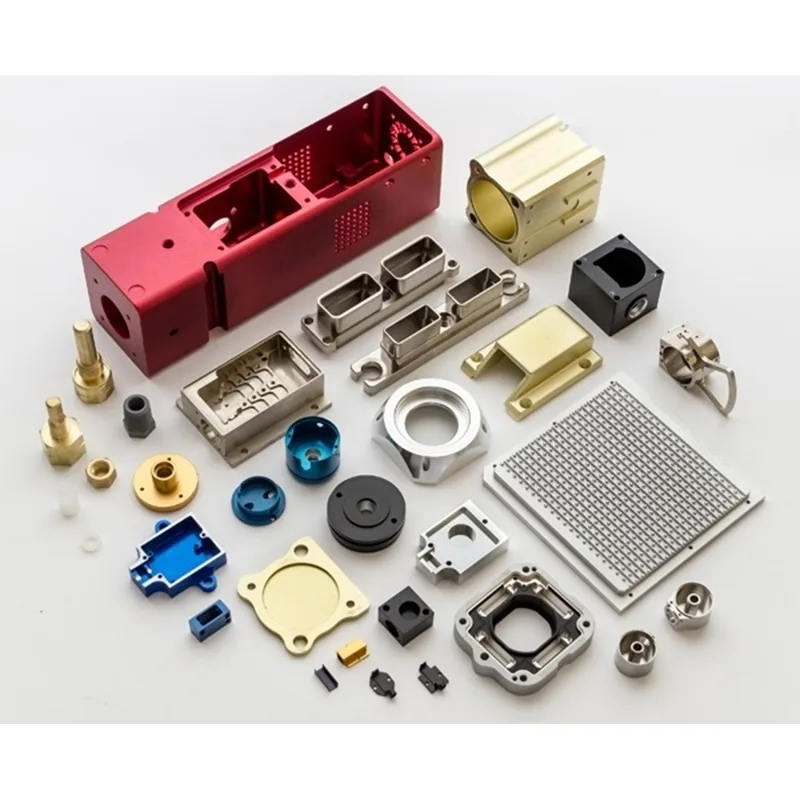
S-SEN Metal örtüklü örtüklü hissələrin R&D, istehsalı və satışı üzrə ixtisaslaşmışdır. Əsasında texnoloji yenilik və sabit keyfiyyətlə biz qlobal müştərilərə üzlənmiş və örtülmüş hissələr üçün birdəfəlik həllər təqdim edirik. Bizim örtüklü örtüklü hissələrimiz paslanmayan polad, alüminium ərintisi və polad da daxil olmaqla müxtəlif substratları əhatə edir. Biz səthi təmizləmə proseslərini xüsusi müştəri tətbiqlərinə uyğunlaşdıra bilərik və məhsullarımız aparat məhsulları, avtomobil hissələri, elektron avadanlıqlar, açıq qurğular, tikinti strukturları və bir çox digər sənaye sahələrində geniş istifadə olunur.
Birbaşa istehsalçı olaraq biz vasitəçiləri aradan qaldırırıq, xammal tədarükü və istehsaldan hazır məhsulun çatdırılmasına qədər hərtərəfli nəzarətə nail oluruq. Bu, üzlənmiş örtüklü hissələrimizin keyfiyyətinin sabitliyini təmin edir və müştərilərə daha rəqabətli qiymət təklif edir.
1. Elektrokaplama
Dəqiq elektrolitik proses vasitəsilə biz metal altlıqların səthinə vahid nikel, xrom və ya mis örtük qatını qoyuruq, bununla örtülmüş örtüklü hissələrin korroziyaya davamlılığını, aşınma müqavimətini və səth parlaqlığını effektiv şəkildə yaxşılaşdırırıq. Bu proses paslanmayan polad və alüminium ərintiləri kimi müxtəlif substratlar üçün uyğundur. Prosesin optimallaşdırılmasından sonra örtük qalınlığı vahid və ardıcıl, güclü yapışma ilə yüksək dəqiqlikli tətbiqlərin ehtiyaclarına cavab verir. Dəqiq elektron komponentlərdə, aparat aksesuarlarında və digər məhsullarda geniş istifadə olunur.
2. İsti daldırma sinkləmə
Bizim isti daldırma sinkləmə prosesimiz metal hissələri 445℃-450℃ temperaturda ərimiş sinkə batıraraq, substratda sıx sink-dəmir ərintisi təbəqəsi və təmiz sink səthi təbəqəsi əmələ gətirir. Bu metallurgiya bağlama üsulu, uzun müddət nəm, açıq mühitə məruz qalan üzlənmiş örtüklü hissələr üçün uyğun olan xarici avadanlıq və konstruktiv polad üçün uzunmüddətli effektiv korroziyadan qorunma təmin edərək, örtük və substrat arasında güclü yapışmanı təmin edir.
3. Anodizing & Electrolytic Coloring
Bu proses ilk növbədə alüminium və alüminium ərintilərindən hazırlanmış örtüklü örtüklü hissələrə tətbiq olunur. Elektrokimyəvi reaksiya vasitəsilə substratın səthində məhsulun korroziyaya davamlılığını, aşınma müqavimətini və izolyasiya xüsusiyyətlərini əhəmiyyətli dərəcədə yaxşılaşdıran sərt oksid filmi əmələ gəlir. Sonrakı elektrolitik rəngləmə prosesi avtomobil bəzək hissələri, elektron bəzək hissələri və həm estetika, həm də performans tələb edən digər məhsullar üçün uyğun müxtəlif rənglərlə sabit, solmaya davamlı görünüş əldə edir. Ehtiyaclardan asılı olaraq, o, müvafiq olaraq dekorativ və tələbkar aşınmaya davamlı tətbiqlər üçün uyğun olan Tip II (adi anodizasiya) və Tip III (sərt anodizasiya) bölünə bilər.
1. Qaralma Müalicəsi
Nəzarət olunan kimyəvi reaksiya vasitəsilə polad səthində qara oksid plyonka əmələ gəlir və bu örtüklə örtülmüş hissələr üçün əsas pasdan qorunma təmin edir, eyni zamanda sadə və mürəkkəb tutqun örtük təqdim edir. Mexanik hissələr və aparat alətləri kimi sadə görünüş tələb edən tətbiqlər üçün uyğundur.
2. Püskürtmə
Buraya həm sprey boya, həm də toz boya daxildir. Sprey boya müxtəlif dekorativ ehtiyacları ödəmək üçün geniş rəng çeşidi və parlaqlıq səviyyəsi təklif edir; toz örtük, üzlənmiş örtüklü hissələrin aşınma müqavimətini əhəmiyyətli dərəcədə yaxşılaşdırır, güclü yapışma və soyulmaya qarşı müqavimət təmin edir, onu açıq hava avadanlıqlarının korpusları və cihaz komponentləri kimi yüksək qoruyucu tələblərə malik məhsullar üçün uyğun edir. Qaçışlardan, qabarcıqlardan və digər qüsurlardan təmizlənmiş vahid örtük təmin etmək üçün peşəkar çiləmə avadanlığından istifadə edirik.
3. Cilalama və Fırçalama
Cilalama paslanmayan polad və mis örtüklü örtüklü hissələrdə yüksək parlaq, hamar bir səth yaradır, səth qüsurlarını azaldır və təmizliyi asanlaşdırır. Fırçalama substratın səthində incə, sap kimi teksturalar yaradır, kiçik cızıqları effektiv şəkildə gizlədir və unikal teksturalı görünüş təqdim edir. Bu, mebel avadanlığı və elektron korpuslar kimi alüminium ərintisi və paslanmayan poladdan hazırlanmış dekorativ üzlənmiş örtüklü hissələr üçün uyğundur.
4. Qumlama və Elektroforez
Qumlama substratın səthindən çirkləri və oksid təbəqələrini təmizləyir, səthin pürüzlülüyünü yaxşılaşdırır və örtüklə örtülmüş hissələrin örtüyünün asanlıqla soyulmamasını təmin edərək, örtükün sonrakı yapışması üçün yaxşı zəmin yaradır. Digər tərəfdən, elektroforez paslanmayan polad və alüminium ərintisi substratlarında vahid, korroziyaya davamlı örtük əmələ gətirir. Kaplama sıxdır və əla qoruma təmin edir, bu da onu yüksək korroziyaya davamlılıq tələbləri olan dəqiq hissələr üçün uyğun edir.


| Parametr elementi | Spesifikasiya | Tətbiq olunan Proses | Substrat materialı |
|---|---|---|---|
| Kaplama Qalınlığı | 0.1μm - 50μm (özəlləşdirilə bilər) | Elektrokaplama, Anodizasiya | Paslanmayan polad, alüminium ərintisi |
| İsti daldırma sinkləmə temperaturu | 445 ℃ - 450 ℃ | İsti Daldırma Galvanizləmə | Polad |
| Anodizasiya filminin qalınlığı | II növ: 10-15μm; III tip: 35-50μm | Anodizasiya və Elektrolitik Boyama | Alüminium ərintisi |
| Sprey Kaplama Qalınlığı | 50μm - 150μm (tənzimlənən) | Püskürtmə (Rəsm, Toz Boya) | Polad, Alüminium ərintisi, Paslanmayan Polad |
| Korroziyaya davamlılıq | Neytral Duz Sprey Testi: ≥48 saat (≥720 saata uyğunlaşdırıla bilər) | Bütün Proseslər | Bütün tətbiq olunan substratlar |
| Səthi pürüzlülük (Ra) | 0.1μm - 1.6μm (tənzimlənən) | Cilalama, Fırçalama, Qumlama | Paslanmayan polad, alüminium ərintisi, mis |







